ТОПЛИВНЫЕ НАСОСЫ ДИЗЕЛЕЙ Д49
Топливный насос высокого давления служит для подачи топлива к форсункам. Насосы устанавливают в специальные
расточки лотка дизеля и крепят к нему четырьмя шпильками.
Оси насосов находятся под углом
10º 30´ к горизонтали. Толкатели насосов одноименных цилиндров правого и левого
рядов приводятся в действие одной и той же кулачковой шайбой распределительного
вала.
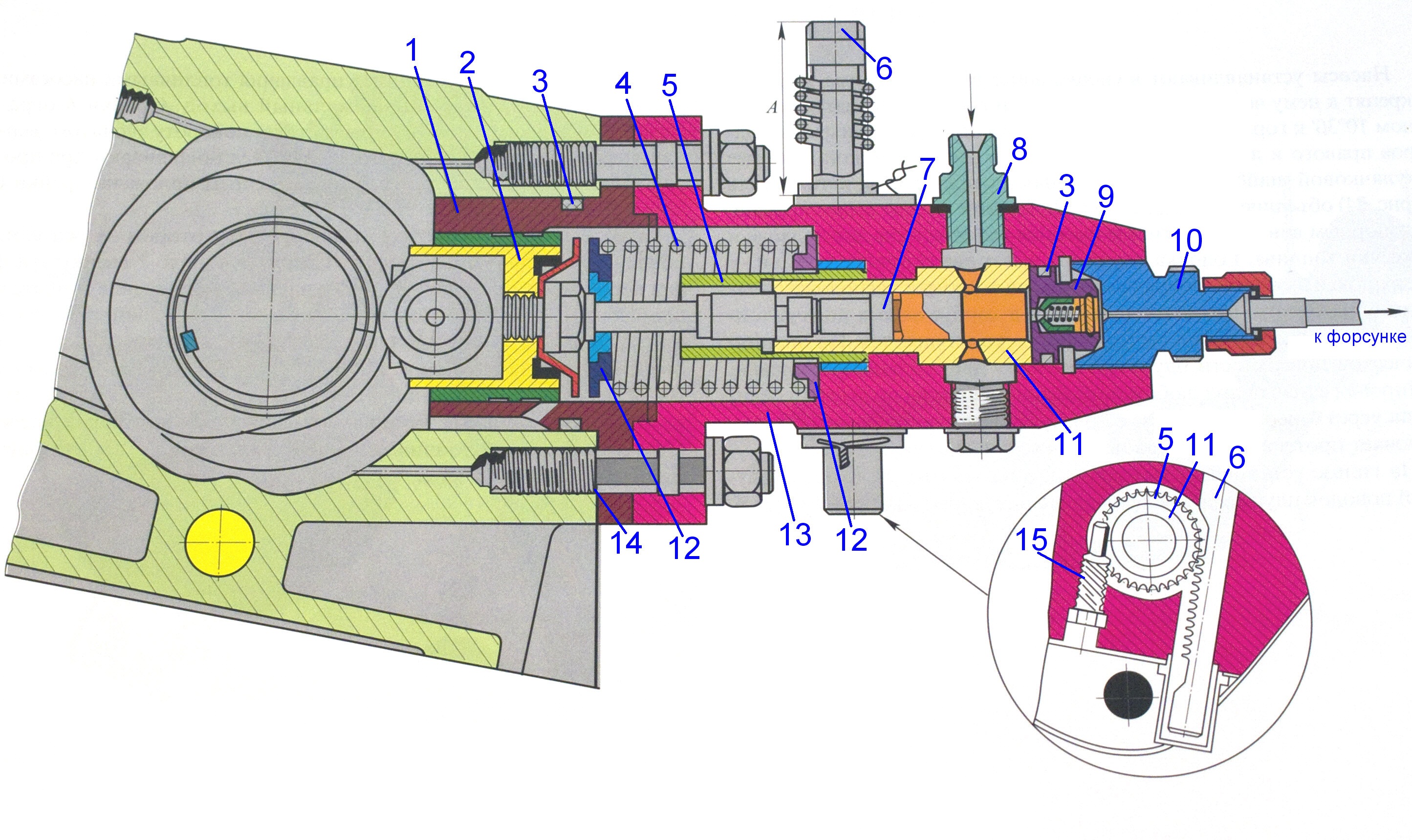
Рис. 62 – Топливный насос
дизеля Д49
1 – направляющая втулка толкателя; 2 – толкатель; 3 –
резиновые кольца; 4 – пружина; 5 – поворотная шестерня; 6 – рейка; 7 – плунжер;
8, 10 – штуцера; 9 – корпус нагнетательного клапана; 11 - гильза плунжера; 12 –
тарелки плунжера; 13 – корпус насоса; 14 – регулировочные прокладки; 15 –
регулировочный винт.
Насос и толкатель (рис.62)
объединены между собой. Положение гильзы зафиксировано стопорным винтом 15. В гильзе имеются два отверстия для
подвода и отсечки топлива. Головка плунжера имеет две отсечные кромки – верхнюю
и нижнюю.
Спиральные отсечные кромки расположены таким образом, что при движении
рейки в корпус насоса подача топлива уменьшается, а при выдвижении –
увеличивается. На цилиндрической поверхности плунжера имеются две кольцевые
канавки.
Широкая канавка при любом положении плунжера по высоте, соединена через
отверстие в гильзе с полостью всасывания насоса, что исключает протекание
топлива по плунжеру в масляную систему.
На гильзе установлена шестерня 5,
в пазы которой входит ведущий поводок плунжера. В зацеплении с шестерней
находится рейка 6, посредством
которой механизм управления топливными насосами поворачивает плунжер.
Максимальный выход А рейки 6 ограничивается винтом, который
препятствует повороту зубчатого венца и перемещению рейки насоса. Размер А устанавливают при проверке насоса на
подачу на стенде изменением положения рейки с помощью прокладок.
Толкатель представляет собой корпус 2,
в котором на оси установлен цементированный ролик. Сверху в корпус 2 ввернут упор для передачи усилия от
толкателя к плунжеру. Движение толкателя направляется бронзовой втулкой,
запрессованной в направляющую втулку 1.
Втулка 1 прикреплена болтами к
корпусу насоса.
Угол опережения подачи топлива по цилиндрам регулируют прокладками 14. Необходимая толщина прокладок
устанавливается на стенде завода –
изготовителя. Ее значение выбивается на корпусе насоса. Привод толкателей
топливных насосов осуществляется от общего распределительного вала.
Ремонт
Основными неисправностями
топливного насоса являются: трещины корпуса, потеря упругости и трещины
в витках пружины; скалывание и выкрашивание торцевых кромок деталей и наклонных
кромок головки плунжера, односторонний и местный натир плунжерных пар; износ
плунжерной пары и нагнетательного клапана; трещины и излом плунжера или втулки,
повреждение плунжера или втулки коррозией и кавитацией; зависание
(заклинивание) плунжера во втулке; износ зубчатой рейки и втулки; пропуск
топлива между сопрягаемыми деталями; износ резьбы.
При ремонте насоса все детали
очищают от нагарообразования. Втулку плунжера, плунжер, детали толкателя и
нагнетательный клапан промывают в бензине, а затем в дизельном топливе,
остальные детали промывают в дизельном топливе и обдувают воздухом, осматривают
и устраняют обнаруженные дефекты.
Рис. 63 – Разборка топливного
насоса
Торцевые поверхности втулки плунжера и корпуса клапана при необходимости
притирают на плите с помощью доводочных паст. Притертые поверхности должны
иметь шероховатость не менее 12 класса чистоты и неплотность не более 0,0009 мм.
Проверку запорного конуса нагнетательного клапана на герметичность
производят в трех положениях клапана относительно корпуса опрессовкой воздухом
под давлением 0,4-0,7 МПа (4-7 Кгс/см²) в течение 10 сек. в каждом положении,
при этом пропуск воздуха через запорный конус не допускается.
Рис. 64 – Стенд для
опрессовки топливного насоса
Воздух подводят со стороны резьбовой части клапана. Проверку на
герметичность проводят при тщательно промытых дизельным топливом деталях. | 