Шатун передаёт усилие от поршня на кривошип коленчатого вала и вместе с ним преобразует возвратно –
поступательное движение поршня во вращательное движение коленчатого вала.
Шатунный механизм (рис.35) состоит из главного 1 и прицепного 11
шатунов. Для повышения усталостной прочности поверхности шатунов и крышки
подвергаются дробенаклёпу.
Шатуны
соединены между собой пальцем 12,
который устанавливается во втулке 13, запрессованной в проушине главного
шатуна. Прицепной шатун крепится к пальцу 12
двумя болтами 10, которые стопорятся
шайбами.
В верхние головки обоих шатунов запрессованы стальные втулки 7, залитые свинцовистой бронзой. Для
подачи масла к поршневому пальцу в средней части каждой втулки имеется канал с
двумя отверстиями. Нижняя головка главного шатуна имеет съемную крышку 15, которая крепится к стержню четырьмя
болтами 14.
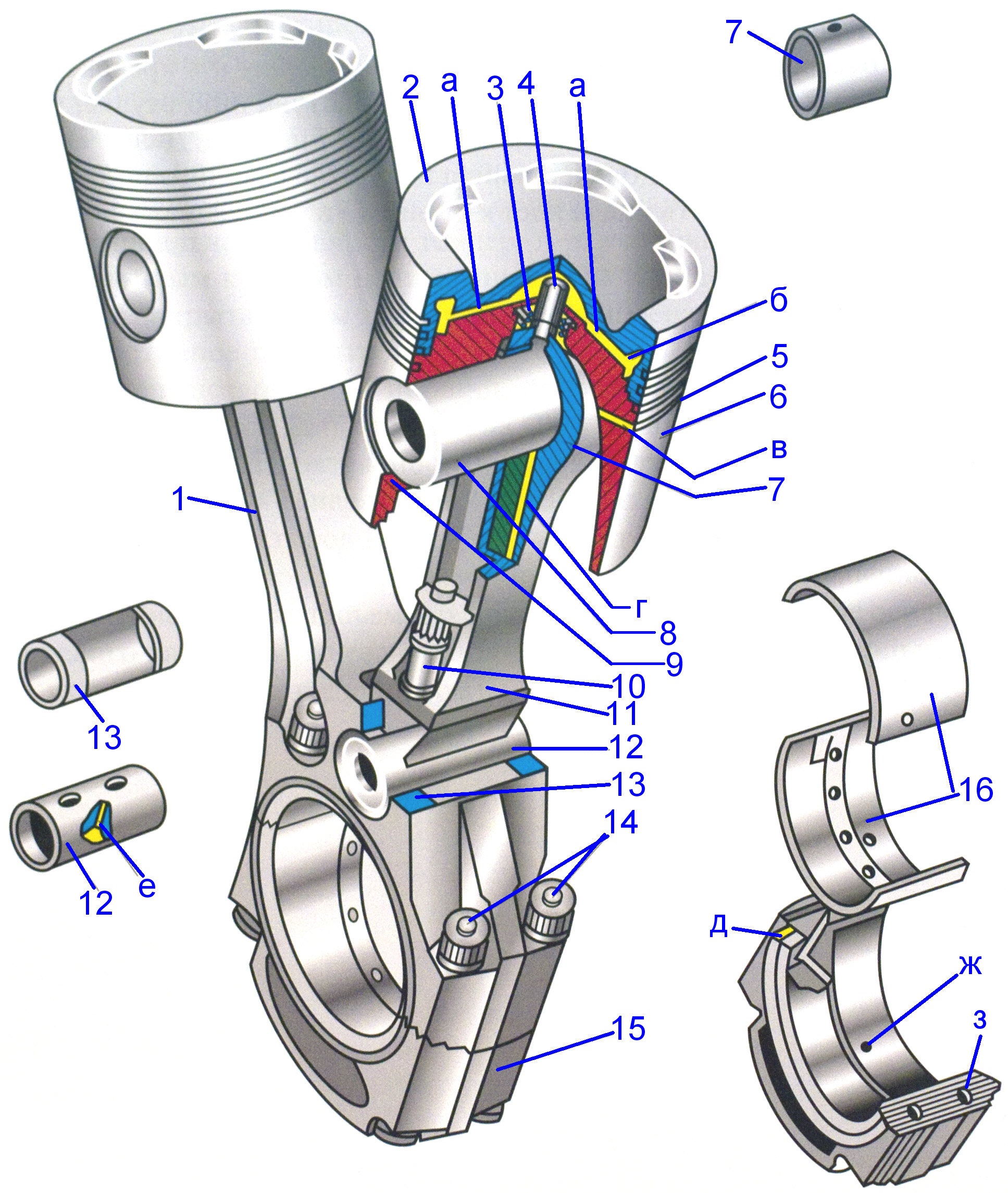
Рис. 35 – Шатунно-поршневая
группа
1 – главный шатун; 2 – поршень; 3 – пружина; 4 – стакан; 5 –
маслосъемное
кольцо с экспандером; 6 – тронк; 7 – втулка верхней головки
шатуна; 8 – палец; 9 – стопорное кольцо; 10 – болт прицепного шатуна; 11 –
прицепной шатун; 12 – палец прицепного шатуна; 13 – втулка-подшипник; 14 –
шатунные болты; 15 – крышка; 16 – вкладыши; а, в, г, д, е – каналы, б – полость
охлаждения, ж – отверстие под штифт; з – зубчатый стык.
Стык нижней головки и крышки 15
имеет зубцы треугольной формы, препятствующие поперечному смещению крышки. В
нижнюю головку главного шатуна установлены верхний и нижний 16 стальные тонкостенные вкладыши,
залитые свинцовистой бронзой. На свинцовистую бронзу нанесено гальваническое
покрытие из сплава олова, свинца и меди.
Вкладыши устанавливаются с натягом, положение каждого из них фиксируется
штифтами. Значение натяга вкладыша, измеренного в специальном приспособлении,
выбито цифрами на торце вкладыша. Верхний и нижний вкладыши не взаимозаменяемы.
В нижнем вкладыше, в отличие от верхнего, имеется канавка с отверстиями
для перетока масла.
 Шатунный подшипник смазывается и охлаждается маслом, поступающим из
коренных подшипников через каналы коленчатого вала.
Шатунный подшипник смазывается и охлаждается маслом, поступающим из
коренных подшипников через каналы коленчатого вала.
Рис. 36 – Шатунный механизм
1 – главный шатун; 10 – болт прицепного шатуна; 11 –
прицепной шатун; 12 – палец прицепного шатуна.
По отверстиям в нижнем вкладыше и по каналу д в крышке 15 масло
перетекает в канал нижней головки шатуна и по втулке, уплотненной кольцом, в
канал стержня главного шатуна. Далее часть масла поступает в продольный канал в
стержне главного шатуна к втулке 7.
Другая часть масла идет к втулке 13 и
через канал е в пальце 12 по продольному каналу г
в стержне прицепного шатуна 11
к втулке 7. Из втулки 7 через отверстия в верхних головках
шатунов масло поступает на охлаждение поршней.
Вкладыши имеют толщину 5,9
мм, диаметр расточки нижней головки под подшипники 202 мм. У дизель-генераторов
1А-9ДГ исп.1 вкладыши имеют толщину 4,9 мм, а диаметр расточки нижней головки 210 мм. Изменение толщины
вкладыша и диаметра расточки и увеличение площади зубчатого стыка позволили
повысить жесткость нижней головки шатуна у дизель-генераторов 1А-9ДГ исп.2.
Ремонт
Характерными неисправностями шатунного механизма являются: износ втулок
верхних головок шатунов; трещины в шатунах; износ внутренних поверхностей
головок шатунов; обрыв шатунных болтов; износ и повреждение резьбы болтов и
гаек; вытягивание ниток резьбы.
После разборки шатунов тщательно осматривают и проверяют магнитным
дефектоскопом шатунные болты, поперечные риски на стержне и галтелях, трещины,
повреждения резьбы не допускаются. При обнаружении трещин в главном шатуне его
меняют вместе с крышкой. После проверки магнитным дефектоскопом проводят
размагничивание деталей, подвергшихся проверке.
При ослаблении посадки втулки верхней головки шатуна или втулки под
прицепной палец, втулки меняют. При замене втулок их запрессовывают с натягом
за счет разности температур (охлаждая втулки в жидком азоте и нагревая шатун,
но не выше чем до 150ºС). При отсутствии азота допускается производить
запрессовку втулок с помощью специального пресса.
Обмерами проверяют зазор между втулкой верхней головки шатуна и
поршневым пальцем, втулкой в проушинах и пальцем прицепного шатуна. При
увеличении зазоров выше допустимых дефектные детали заменяют.
В случае износа пальца – меняют втулку и палец. Пятна контактной коррозии
на опорной поверхности нижней головки прицепного шатуна зачищают.
При наличии более двух рисок шириной более 1 мм, глубиной более 0,3 мм, прижогов, очагов
разрушения бронзы или износа гальванического покрытия до бронзы на рабочей
поверхности вкладыши заменяют.
Проверяют размер по стыку в свободном состоянии и натяг вкладышей при
приложении равномерно распределенной нагрузки, равной 5900±100 Кгс. При несоответствии размеров, вкладыши
меняют. | 