ЯКОРЬ
Служит для создания вращающего момента и состоит из вала, сердечника,
нажимных шайб, коллектора и обмотки.
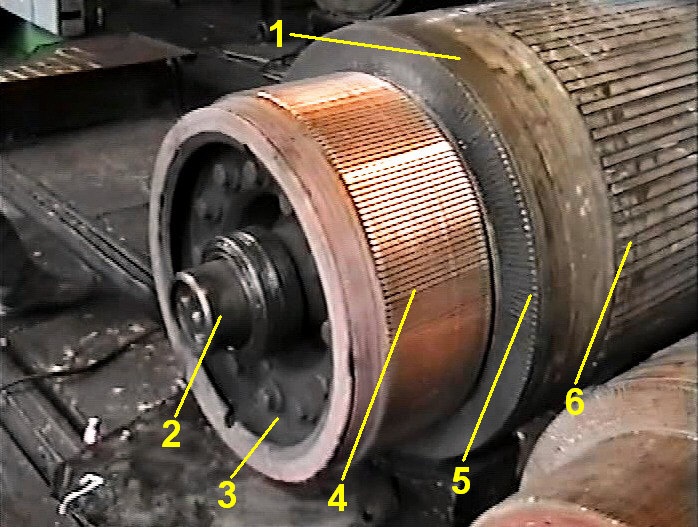
Рис. 6 – Якорь
1 - бандаж обмотки якоря; 2 - вал
якоря; 3 - нажимной конус; 4 - коллектор;5 - петушки коллекторных пластин; 6 -
клин обмотки якоря.
Вал изготовлен из высококачественной легированной стали. Сопряжения
участков вала разных диаметров выполнены с плавными переходами. Посадочные
поверхности вала шлифованные. Один его конец обработан на конус 1:10 для
насадки ведущей шестерни. Шестерня насажена в горячем состоянии без шпонки.
Сердечник набран из штампованных листов электротехнической легированной
стали марки Э1300 толщиной 0,5
мм, покрытых тонким слоем лака с двух сторон. Листы
набираются по массе (363 кг).
Толщина крайних листов 1 мм.
В каждом листе выштамповано 54
паза и два ряда вентиляционных отверстий (32ит) диаметром 27 мм. Середина каждого паза
должна совпадать серединой коллекторной пластины. Сила спресовки коллекторных
листов якоря 1100-1200 кН.
Нажимные шайбы, одновременно являются обмоткодержателями, отлиты из
стали. Со стороны шестерни на валу установлена задняя шайба (открытого
типа), со стороны коллектора – передняя.
Открытая шайба улучшает охлаждение задних лобовых частей обмотки. Переднюю
нажимную шайбу перед посадкой нагревают до 160ºС и напрессовывают усилием
700-800 кН.
Собранный сердечник без обмотки покрывают эмалью (коричневым грунтом)
ФЛ-03К запекают для повышения коррозионной устойчивости.
Нажимные шайбы перед укладкой обмотки якоря покрывают стеклотканью,
пропитанной в эпоксидном лаке, опрессовывают и запекают.
Коллектор состоит из втулки, нажимного конуса, пластин, двух
изоляционных манжет, изоляционного цилиндра и стяжных болтов.
Диаметр коллектора 400
мм. Пластины коллектора (их всего 216шт) изготовлены из
твердотянутой профильной меди, легированной кадмием или серебром. Пластины
штампуют за одно целое с петушками. В нижней части они имеют форму ласточкиного
хвоста, позволяющего прочно скрепить коллектор.
Втулка и нажимной конус, конусные выступы которых входят в выемки
пластин, сжаты под прессом и стянуты 12 болтами. Пластины изолированы друг от
друга коллекторным миканитом толщиной 1,2 мм, а от корпуса миконитовым цилиндром и
манжетами толщиной 2 мм.
В прорези петушков впаивают концы секций обмотки якоря. Каждая четвертая
пластина имеет более глубокую прорезь, в которую дополнительно впаивают концы
уравнительных соединений.
Коллектор балансируют статически при помощи грузов, закрепленных в
специальных канавках в нажимном конусе и втулке.
Динамическую формовку производят не менее четырех раз при температуре
коллектора 165ºС и частоте вращения 2800 об/мин в течении 20мин. Внутреннюю
полость коллектора проверяют на газоплотность. Коллектор испытывают переменным
напряжением 4650В в течении 1мин. Собранный коллектор напрессовывают на вал
усилием от 100 до 280 кН. Биение коллектора должно быть не более 0,005 мм.
В якоре применена петлевая обмотка с уравнительными соединениями. Она
состоит из 54 катушек и имеет изоляцию класса Р. Обмотка имеет шаг по пазам 1-14, шаг по коллектору 1-2.
Катушка обмотки состоит из четырех элементарных одновитковых секций.
Каждая секция в свою очередь состоит из трех параллельных проводников,
расположенных по высоте паза, а четыре витка, входящих в катушки, располагаются
по высоте паза, то есть осуществлена горизонтальная укладка.
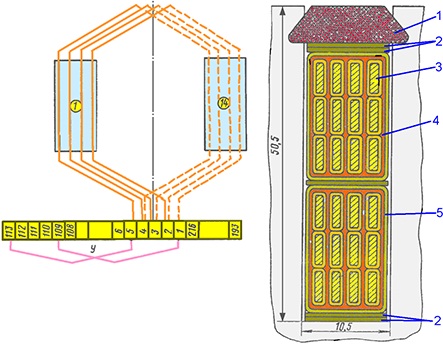
Рис. 7 – Обмотка якоря
1 – клин; 2 – прокладки под клин и на дне паза; 3 – медь; 4 –
прокладка между катушками; 5 – изоляция от корпуса; 1-216 – коллекторные
пластины; цифры в кружочках – пазы сердечника якоря; У – уравнительные
соединения.
Виток разделен по высоте на три параллельных провода для уменьшения
потерь от вихревых токов, наводимых потоком рассеивания.
В пазовой части катушка изолирована тремя слоями стеклослюдяной лентой
толщиной 0,1 мм
в полуперекрышу и одним слоем стеклянной ленты. В задних лобовых частях
дополнительно устанавливают прокладки из стеклоленты. Передние лобовые части
дополнительно имеют прокладки между витками секции из слюды, чтобы избежать
витковых замыканий при осадке и бандажировке обмотки. Концы катушек в изгибах
дополнительно изолируют одним слоем пленки ПИА толщиной 0,04 мм.
На дне паза и под клин устанавливают прокладки из стеклотекстолита 0,35 мм. Обмотка удерживается
в пазах стеклотекстолитовыми клиньями толщиной 6 мм, в лобовых частях
–стеклобандажами.
Под передними лобовыми частями обмотки якоря находятся уравнительные
соединения. Шаг уравнительных соединений по коллектору 1-109, 1-113.
После намотки бандажей якорь испытывают, сушат, пропитывают лаком,
шлифуют коллектор и балансируют якорь на станке. Готовый якорь испытывают на
электрическую прочность напряжением переменного тока 2950в в течение 1мин. | 